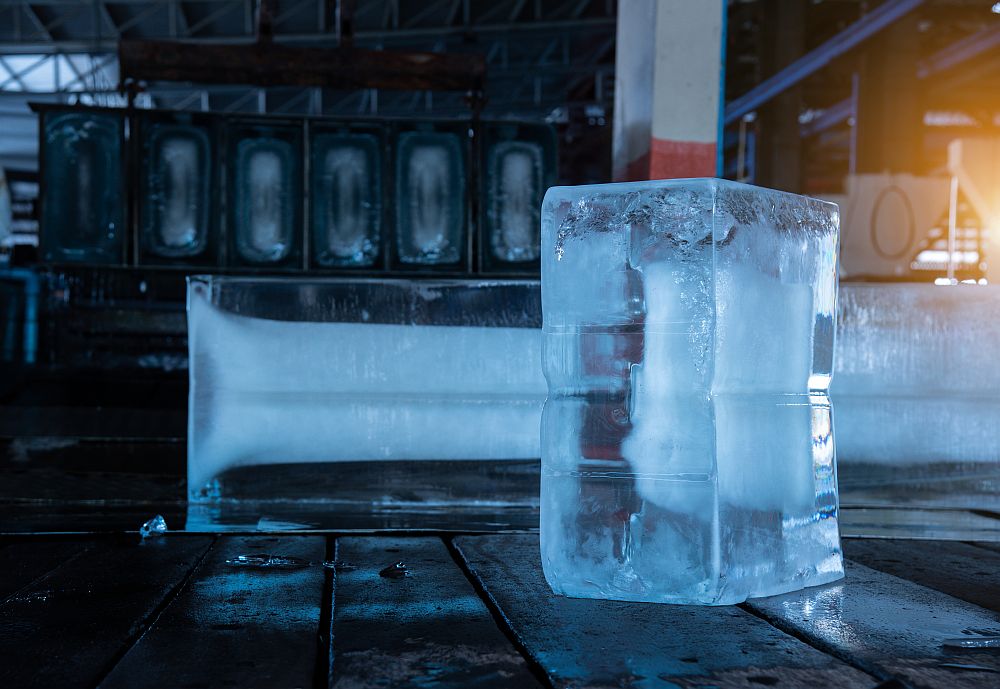
[Image above] SEM image of the cross section of the test specimen of the erosion zone, MgO particles are disconnected and removed, and no additional decarburization in surface regions was observed. Credit: Thomser; ACT, Wiley.
Unless you live in an igloo (and maybe not even then), you know that the steel industry is enormous. According to a source at the American Institute for Steel Technology, global crude steel production in 2011 is estimated to have been 1.518 billion metric tons. Aside from sheer volume, the impact of steel on individual welfare is also enormous: The www.worldsteel.org website estimates that the steel industry connects, one way or another, to the employment of more than 50 million people worldwide.
We have all seen images of steel mills and know that steelmaking is a very hot process. In blast furnaces, for example, the air “hot blast” ranges from 870-1,260°C, depending on the blast furnace design, and temperatures inside the furnace are between 1,980°C and 2,300°C. After melting, the steel flows from a taphole, through a trough and into a ladle for transporting to the casthouse.
Without refractories, none of this can happen, and there are many points in the process where refractories are subject to thermal shock situations as the molten steel moves through the process. Accurate thermal shock testing is critical—onsite in the steel mill is no place to find out whether a refractory will perform well. A new article in Applied Ceramic Technology offers a new approach for testing carbon-bonded magnesia refractories used for steelmaking using an electron beam, which, the authors say, may offer a more realistic thermal shock test than existing methods do.
The authors, who hail from the Forschungzentrum Juelich, Institute of Energy and Climate Research in Germany note that existing thermal shock tests are not necessarily representative of service environments, especially with respect to the thermal and chemical environments. For example, most thermal shock tests involve rapidly quenching a hot refractory—a downward thermal gradient. In reality, most refractories used for steelmaking will undergo an upward thermal gradient when molten steel hits a relatively cool refractory, which sets up a different thermal stress state in the refractory. Also, rapid quenching requires a quenching medium, usually water, oil or air. A chemical reaction between the refractory and quenchant is possible, and certainly is not representative of service use.
Using an electron beam (in vacuum), the German group applied up upward thermal shock to resin-bonded MgO-C firebrick and eliminated quenchants altogether. (This type of refractory is used in converters, electric arc furnaces and steel ladles.) In order to set up a homogeneous heat distribution in the sample, a grid pattern with 61 points was set up. The firebrick samples were subjected to 100 thermal shock cycles lasting 100 milliseconds with a two second pause between shocks. Test temperatures were measured using a single color pyrometer and exact measurement proved tricky because vaporized carbon deposited on the vacuum chamber windows. Even so, temperatures were estimated to be in the neighborhood of 2,000°C, well within the steelmaking temperature range. Furthermore, according to the paper, typical thermal shock tests for MgO-C firebrick are quench tests from 950°C to room temperature in compressed air, so the electron beam test is more representative, not just in the direction of the temperature gradient, but also in its magnitude.
The group expected to see surface erosion, and they did. They observed “a brittle debonding of MgO grains in the eroded zone,” and determined that there was no decarburization during the test. The authors suggest that, in addition to its other advantages, the electron beam test offers a way to test the thermal shock behavior of the firebrick’s constituent materials. They also propose that the test opens the door for “novel, comparative studies … between different carbon containing refractory materials.”
The paper is “Thermal shock testing of refractory materials,” by C. Thomser, et al., Applied Ceramic Technology, doi:10.1111/j.1744-7402.2011.02714.x.